記事公開日
光測定の自動化
光測定の運用形態2パターン:マニュアル/自動
光デバイスの製造において、IL(挿入損失)やRL(反射減衰量)の測定は、製品品質を保証するうえで重要な工程の一つです。全数検査が基本となるこの工程では、「測定時間の短縮」と「測定品質の維持」が常に課題として挙げられます。 本記事では、光測定の運用方法を以下の2種類に分けた上で、測定工程における課題を自動測定がどのように解消できるかに焦点を当てて解説します。
・マニュアル測定:PC制御を伴わず作業者の手動操作による測定運用
・自動測定:
関連機器をPC制御し、条件設定から測定実行およびデータ保存までの一連の工程をソフトウェア上で行う測定運用
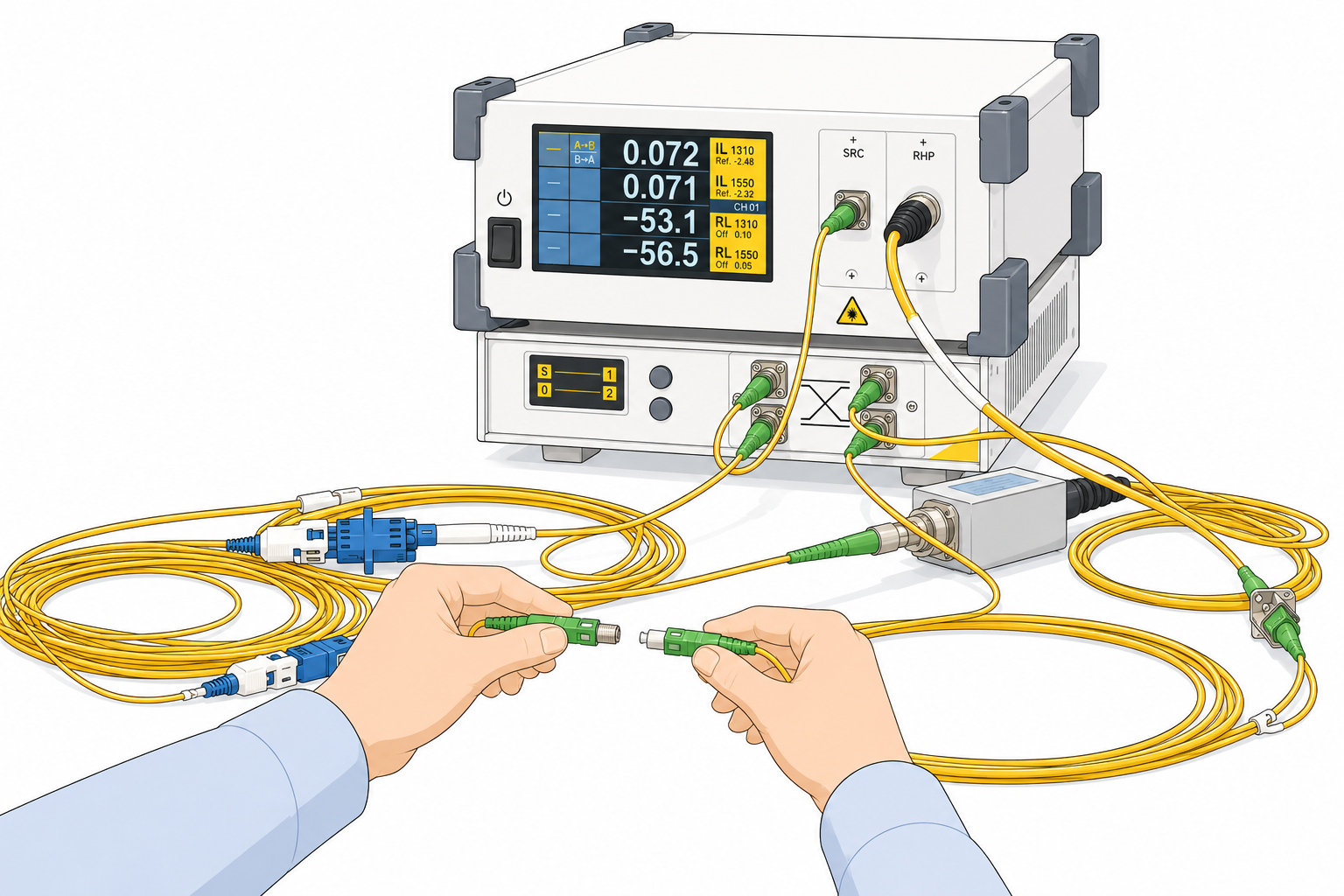
手動測定の現状と課題
・作業負荷の増加:
測定とデータ転記作業の繰り返しによる生産効率の低下
・ヒューマンエラーのリスク:
品番の取り違えや手書き・手入力による記録ミスのリスク
・多心コネクタ測定に対する限界:
チャンネル数に比例した作業の煩雑化
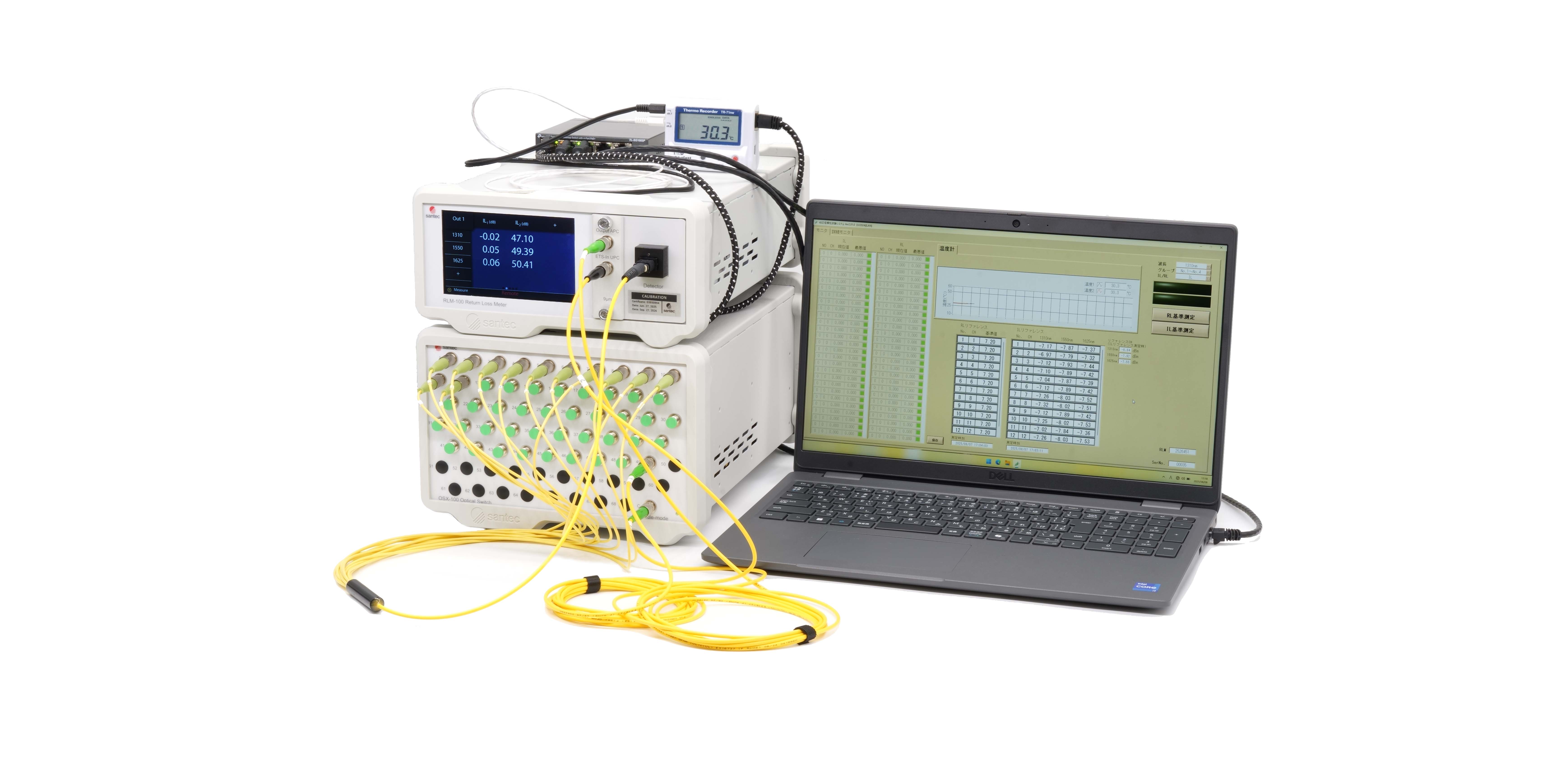
解決のアプローチ:測定の自動化
手動測定が抱えるリスクを解消し、測定工程を効率化できる手段が「測定の自動化」です。測定システムは、光源やパワーメータ、IL/RL測定器などの機器と、それらを制御するソフトウェアおよびPCで構成されます。用途に応じて複数の機器や異なるメーカーの機器を組み合わせ、一つの測定システムとして運用することも可能です。活用可能な既存の機器があれば活かしつつ、メーカーの垣根を超えた柔軟なシステム構築ができます。
特に、多心デバイスなど、複数チャネルを順次測定する必要がある場合には、自動測定化が有効です。光スイッチを組み合わせることで光路を自動的に切り替え、連続的に測定を進行させることができます。また、測定条件の設定やデータ管理についても自動化が可能です。
例えば、バーコードによる製品情報の読み取りと連動して測定条件を呼び出し、取得した測定データを製品情報と紐付けて管理することができます。
測定工程の自動化は、必ずしも大規模な設備刷新を必要としたものではありません。「まずはこのラインの、この測定から」といったスモールスタートでの導入が可能です。課題の大きい工程から段階的に自動化の適用範囲を広げていくことで、現場のDXを推進できます。光デバイスの製造において、測定自動化は品質の安定化と作業効率の向上を実現させるための解決策になります。
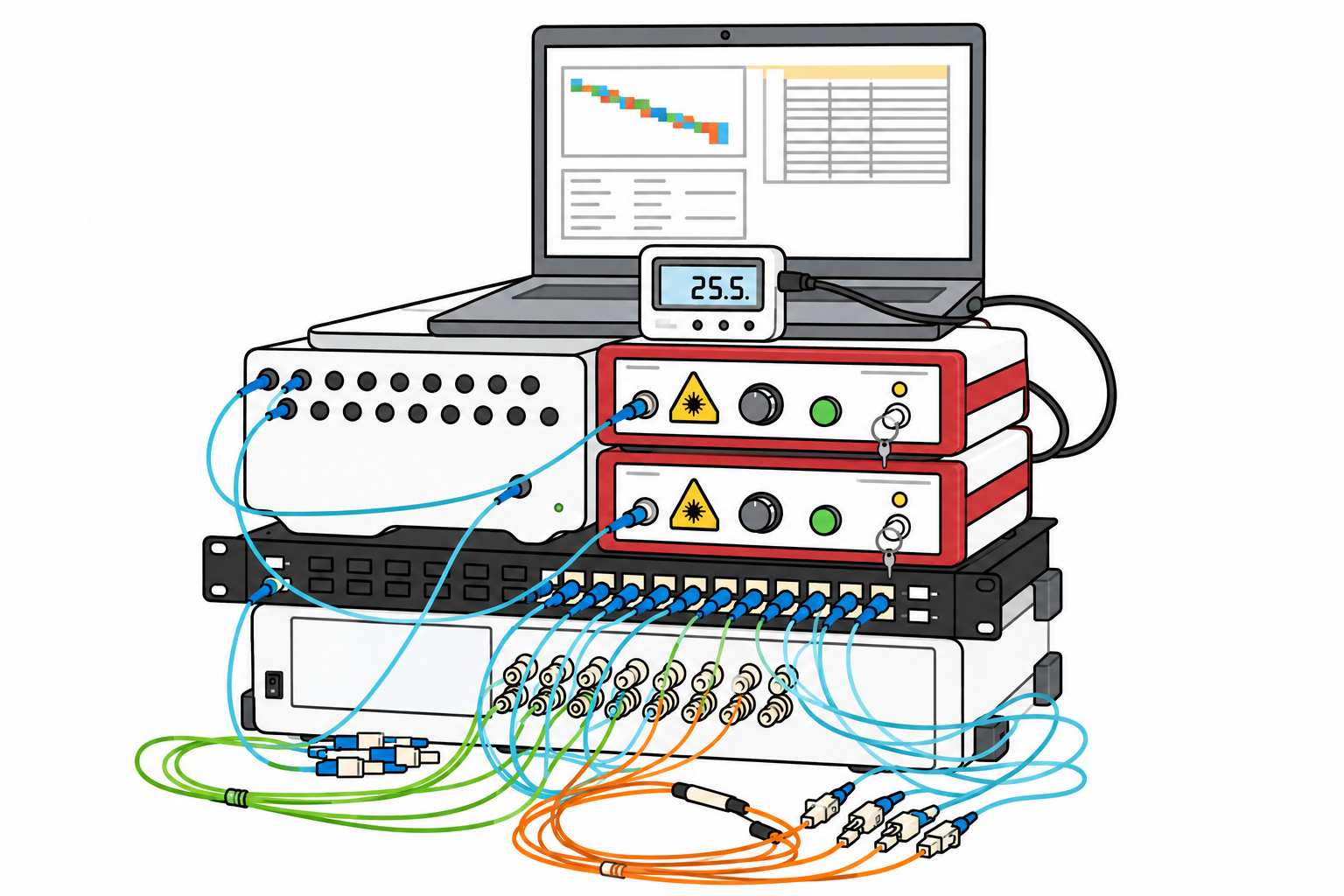
システム構成例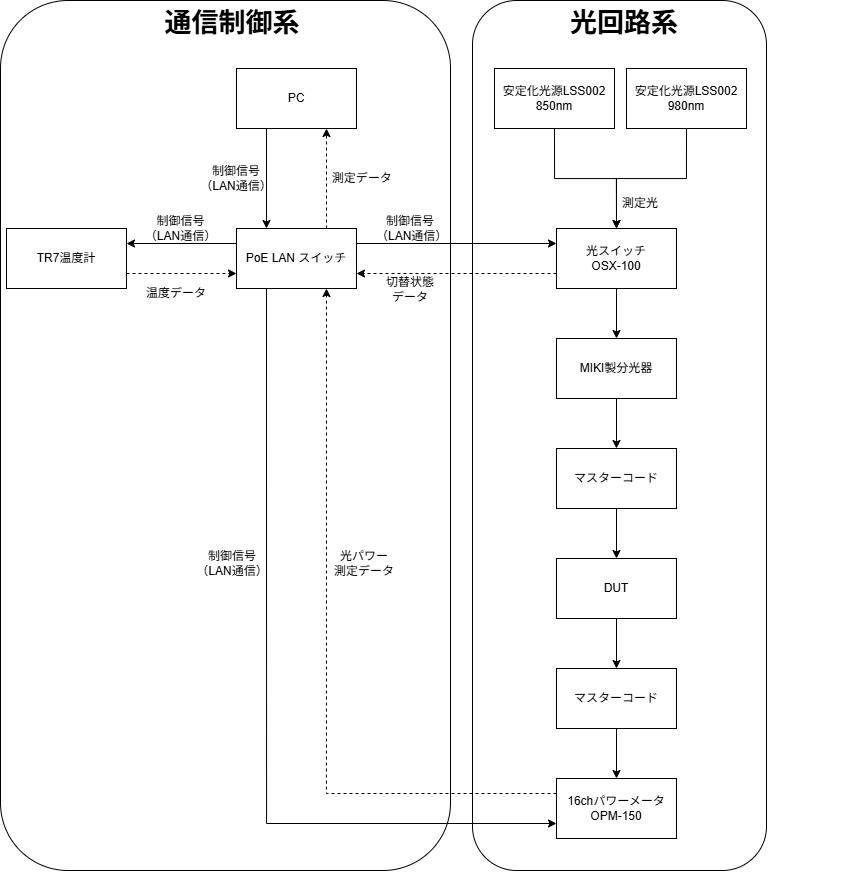
測定自動化による効果
測定自動化により、測定品質および作業効率における以下の効果を得ることができます。
・品質の安定化(脱・属人化):
ソフトウェア上で測定手順を統一的に管理することで、作業者の習熟度による操作のばらつきを抑えることができます。これにより測定結果の再現性が向上し、測定品質の安定化につながります。
測定から記録までの一連の作業を自動化することで、作業時間の短縮が可能になります。特に多チャネル測定では光スイッチによる自動切替の効果が高く、手動運用と比較してタクトタイムを大幅に短縮できます。その結果、製造ライン全体の生産効率が向上します。
・ヒューマンエラーの削減:
測定データの自動取得・保存により、データ転記ミスや品番の取り違えといったリスクを解消できます。また、測定結果と製品情報を紐付けて管理することで、データの整合性も確保できます。
・トレーサビリティの強化:
測定データを一元的に管理することで個体ごとの履歴を追跡・管理でき、品質監査や不具合発生時の特定にも活用できます。
・データ活用の高度化:
測定データを単なるローカルデータとして残すのではなく、上位システムの社内サーバーや基幹業務システムとシームレスに連携させると、歩留まりの即時把握や品質傾向の分析が容易になります。これは製造工程全体のDXを加速させ、データ駆動型の品質管理体制を構築する事に繋がります。