記事公開日
光ケーブルアセンブリの流れ
はじめに
-
本記事の目的と対象製品
光パッチコードは、データセンターや通信インフラを支える重要な部品で、その性能は製造工程の精度に大きく左右されます。本記事では、単心コネクタまたはMPO(多心)コネクタ付きの光パッチコードを想定したアセンブリ工程を工程順に解説します。アセンブリ工程とは、光ファイバケーブルにコネクタを取り付け、規定の光学性能を満たす製品として完成させる一連の製造工程を指します。主な工程は以下の通りです。
1. 前処理
2. フェルール固定
3. 端面研磨
4. 各検査
光パッチコードの標準アセンブリ工程(単心・MPO共通)

-
前処理
単心コネクタとMPOコネクタでは構造に違いがありますが、基本的な製造フローは共通しています。最初にケーブルを所定の長さに切断し、外被および被覆を除去します。その後、露出したファイバをアルコール等で清掃します。この工程では、ファイバに傷をつけないことが重要です。微小な傷でも、後の損失増加や強度低下につながる可能性があります。
-
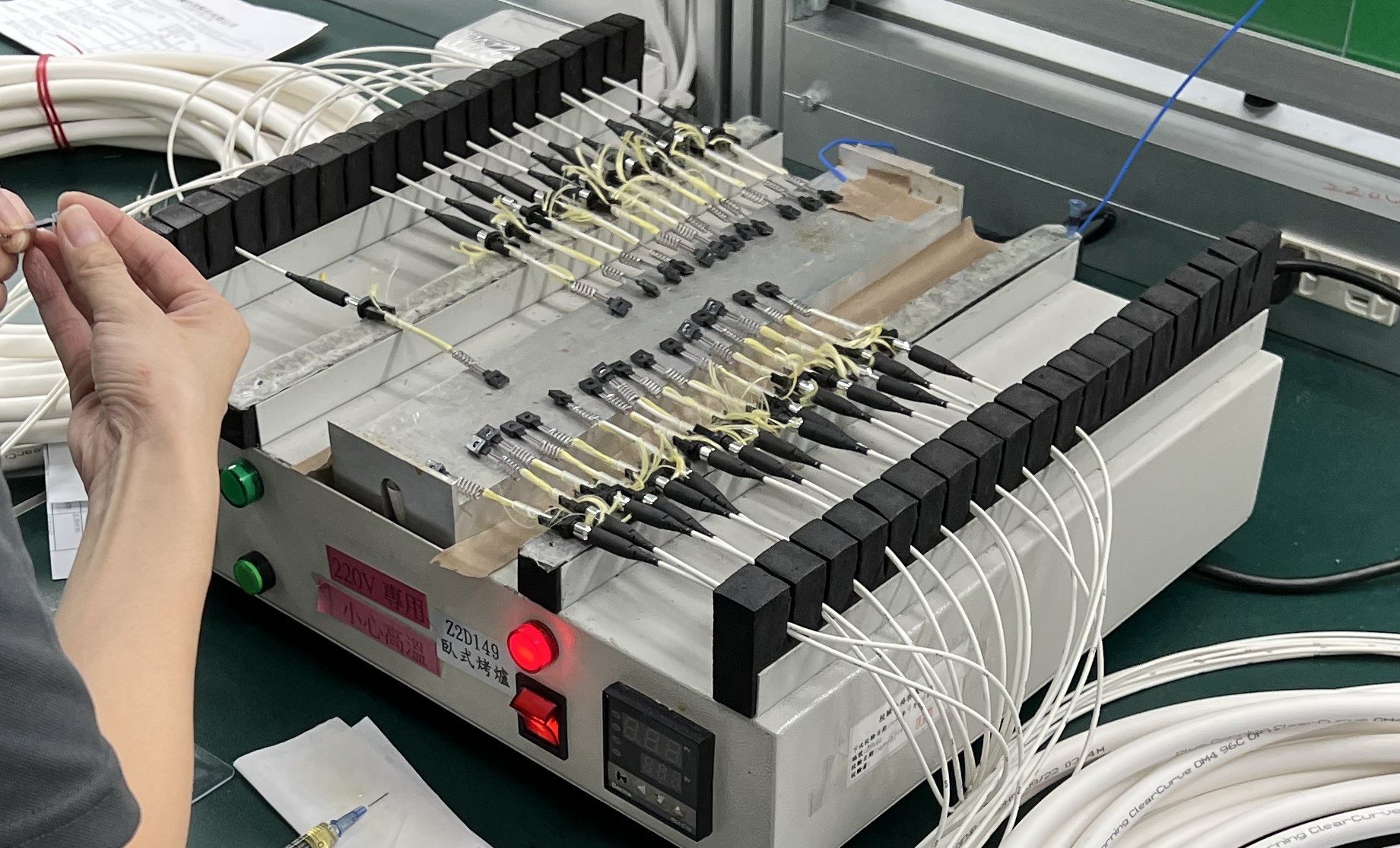
フェルール固定
コネクタ内部のフェルールに接着剤を充填し、ファイバを挿入します。その後、加熱などにより接着剤を硬化させ、ファイバを固定します。固定位置の精度は、最終的な光学特性(挿入損失・反射減衰量)や端面形状に影響します。また接着不良や硬化条件の不適切さは、ファイバの引き抜けや端面陥没の原因となります。
-
端面研磨
ファイバの固定後、フェルール端面を研磨して形状を形成します。研磨は通常、粗研磨・中間研磨・仕上げ研磨の多段階で行われます。PC研磨やAPC研磨など、用途に応じた端面形状を形成し、物理的に安定した接触(Physical Contact)が得られる鏡面に仕上げます。
-
各検査
完成したコネクタは、複数の検査や測定が行われます。
- 端面形状測定:干渉計を用いて端面形状を測定し、曲率半径・頂点偏心・ファイバ高さを確認します。
- 端面検査:コネクタ端面のキズや付着物の有無を確認します。わずかな欠陥でも、散乱損失や反射増加の原因となるため、重要な確認項目です。
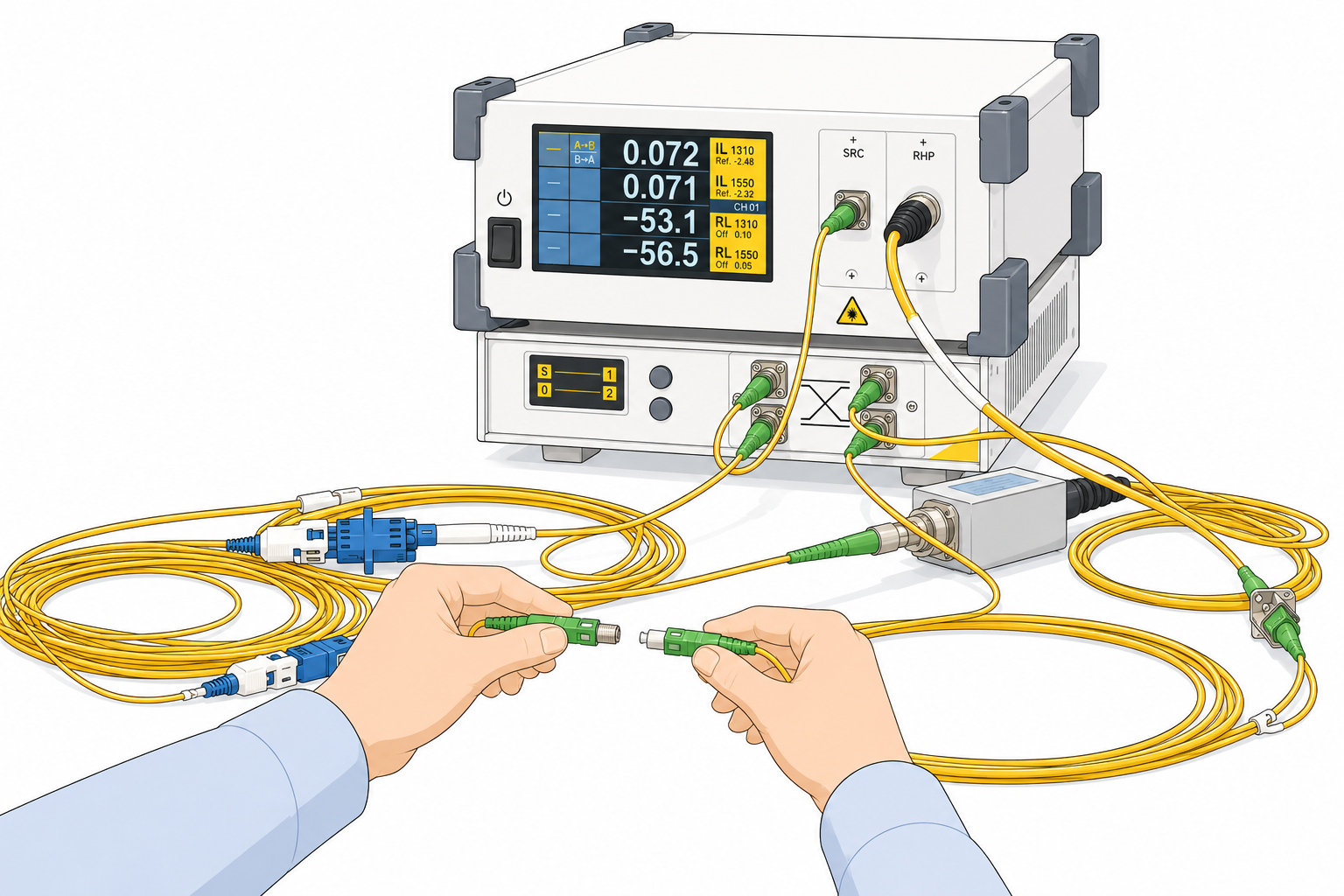
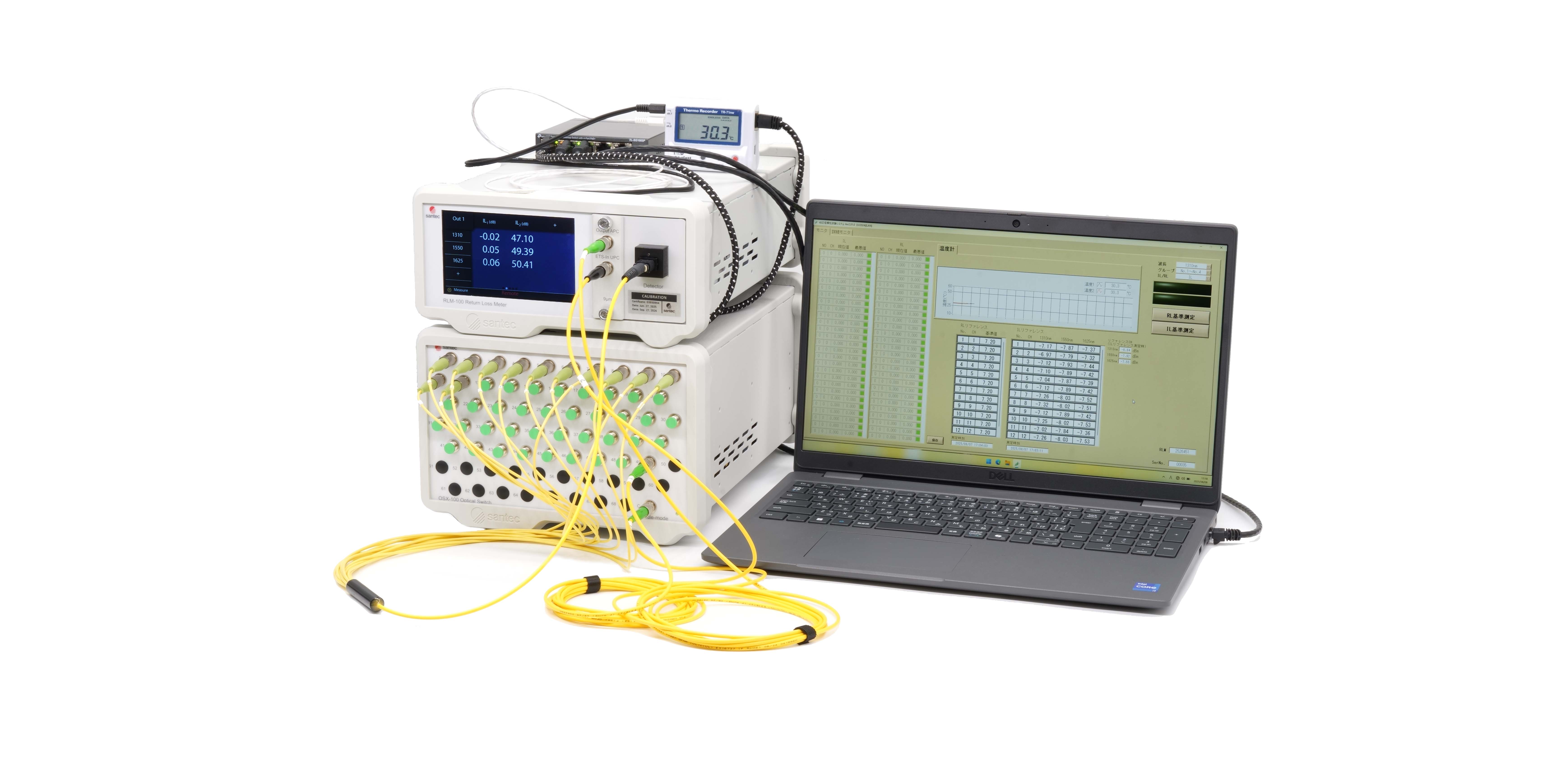
- 光学特性測定:測定器を用いて挿入損失(IL)・反射減衰量(RL)を測定します。
これらの検査・測定結果が規定値を満たしていることを確認し、出荷可否が判断されます。
単心コネクタとMPOコネクタの工程上の違い

-
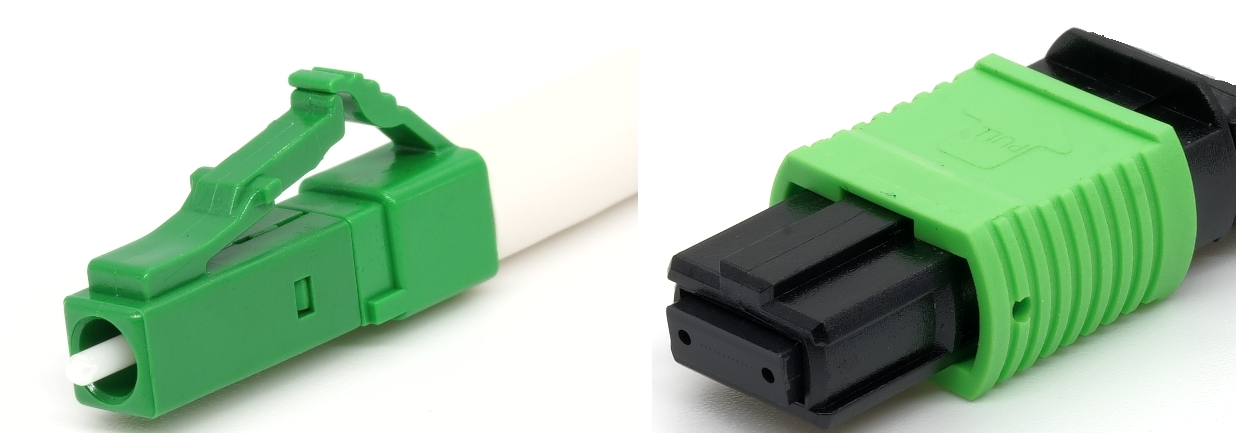
コネクタ構造の違い
単心コネクタとMPOコネクタでは基本フローは共通していますが、コネクタの構造が異なるため異なる点もあります。単心コネクタは、1つのフェルールに1心のファイバを収めた構造です。一方、MPOは1つのフェルール内に複数心(例:12心、24心)を配列した構造です。この構造差が、工程および検査方法の違いにつながります。
-
固定・研磨工程の違い
単心コネクタでは1心ごとに固定・研磨を行います。MPOでは複数の心数を同時に固定し研磨します。そのため、各心の位置精度やファイバ高さのばらつき、そしてフェルール端面全体の形状精度を同時に管理・評価する必要があります。
-
検査工程の違い
単心の場合は1心分の測定値で評価しますが、MPOの場合は以下の2つの観点で評価します。
① 各チャンネルごとの精度:各心のIL/RL測定、形状測定、端面検査
② MPO全体としての精度確認:フェルール端面全体の形状精度、各心のファイバ高さのばらつき、損失のばらつき、極性検査つまり、MPOでは「個々のチャンネルの精度」と「多心コネクタ全体としての整合性」の両方を確認する点が特徴です。
用途・品質グレードに応じた追加の評価項目
-
低損失仕様向けの評価項目
用途によっては、標準工程に加えて追加評価が行われる場合があります。データセンターや高密度接続用途では、許容損失値がより厳しく設定されます。そのため、芯ずれの要因となるフェルール偏心量について、追加で評価が行われる場合があります。
-
高速伝送用途向けの評価項目
高速伝送用途では、複数のファイバを同時に使用する並列伝送方式(主にMPOコネクタを用いた多心接続)や、単心ファイバに複数波長を重ねて伝送する波長分割多重(WDM)方式が用いられます。並列伝送では各チャンネル間の挿入損失差の管理が重要となり、WDM方式では波長依存性や反射特性の確認が求められる場合があります。そのため、追加の特性評価が行われる場合があります。
-
特殊ファイバ製品の評価項目
測定対象が偏波保持ファイバ(PMF)の場合には、偏波消光比(PER)に加え、軸合わせ精度や偏波結合量(クロストーク)など、偏波保持特性に関する特有の評価項目が追加されます。
まとめ
光パッチコードのアセンブリ工程は、①前処理、②フェルール固定、③端面研磨、④各検査 という流れで構成されています。単心コネクタとMPOコネクタでは基本工程は共通していますが、MPOでは各チャンネルの精度に加えて多心全体の評価を行う点が大きな違いです。また、製品の用途や要求性能に応じて、追加の評価項目が必要とされる場合もあります。